

Technology




Extraction technology
Extraction technique
-
Cleaning definition
cleaning (also known as "sampling") is the removal of particles from or from a part
-
Cleaning purpose
Collect stripped particles as much as possible < span> Do not lose particles < span> Do not cause other particles to enter
-
Blank value definition
> Universal blank value test criteria
> The blank test value shall not exceed 10% of the required/estimated cleanliness value Ci
> The blank test value is not allowed to be deducted from the part cleanliness test amount analysis result
Blank derivation
| Cleanliness specification | Whitespace standard | Example | |||
| Cleanliness specification | Blank value derivation | ||||
| Gravimetric analysis | 10% of maximum allowable weight | 7mg | 0.7mg | ||
| Particle size distribution | 10% of the number of particles allowed per level (decimal points omitted) |
Size Classification (um) | Allowed quantity | Dimension classification I (um) | Allowed blank value |
| 100≤X<150 | 90 | 100≤X<150 | 9 | ||
| 150≤X<200 | 28 | 150≤X<200 | 2 | ||
| 200≤X<400 | 6 | 200≤X<400 | 0 | ||
| 400≤X<600 | 0 | 400≤X<600 | 0 | ||
| Maximum allowable particle | The maximum allowable particle is halved according to the lower limit of the interval | The particle size is not larger than 500um | 500um/2=250um, which falls in the H interval 200≤X<400, It can be concluded that the blank value does not allow particles greater than or equal to 200um |
||
| There is no | Particles larger than 50um are not allowed | The value cannot be greater than 50um | |||
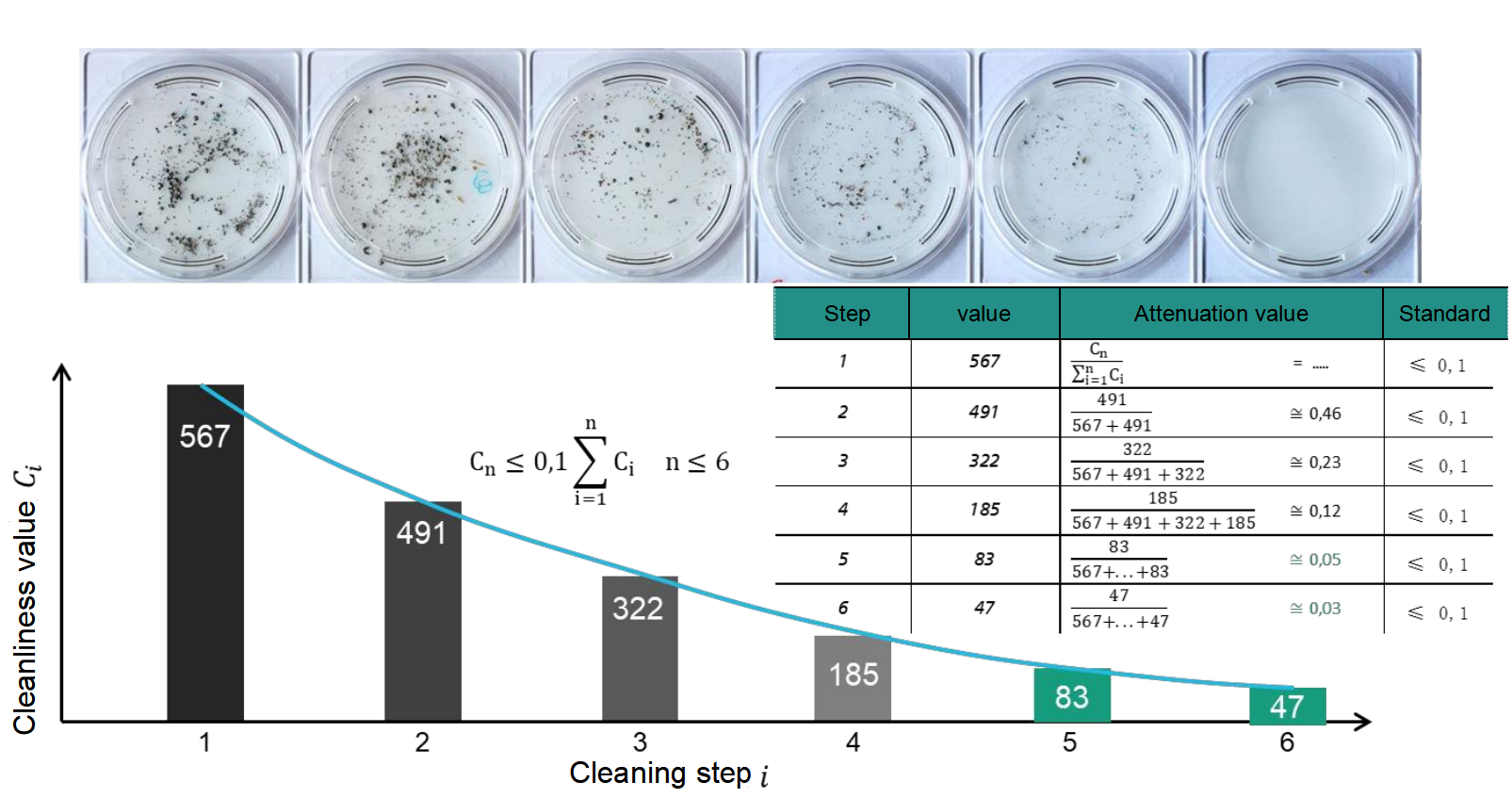
Decline test
> The same method was used to extract pollution particles from the same parts or the same group of parts several times
> Until 90% of the contaminants have been extracted.
> If a value of ≤10% is not reached after six extracts, the extraction parameters must be modified.
>
If 10% standard is reached after n separate cleaning steps
> The detection procedure shall be (at least) (n-1) times the cleaning time or cleaning amount.
> Double verification C2≤0.3(C1+C2) The same batch of parts, the same test procedure
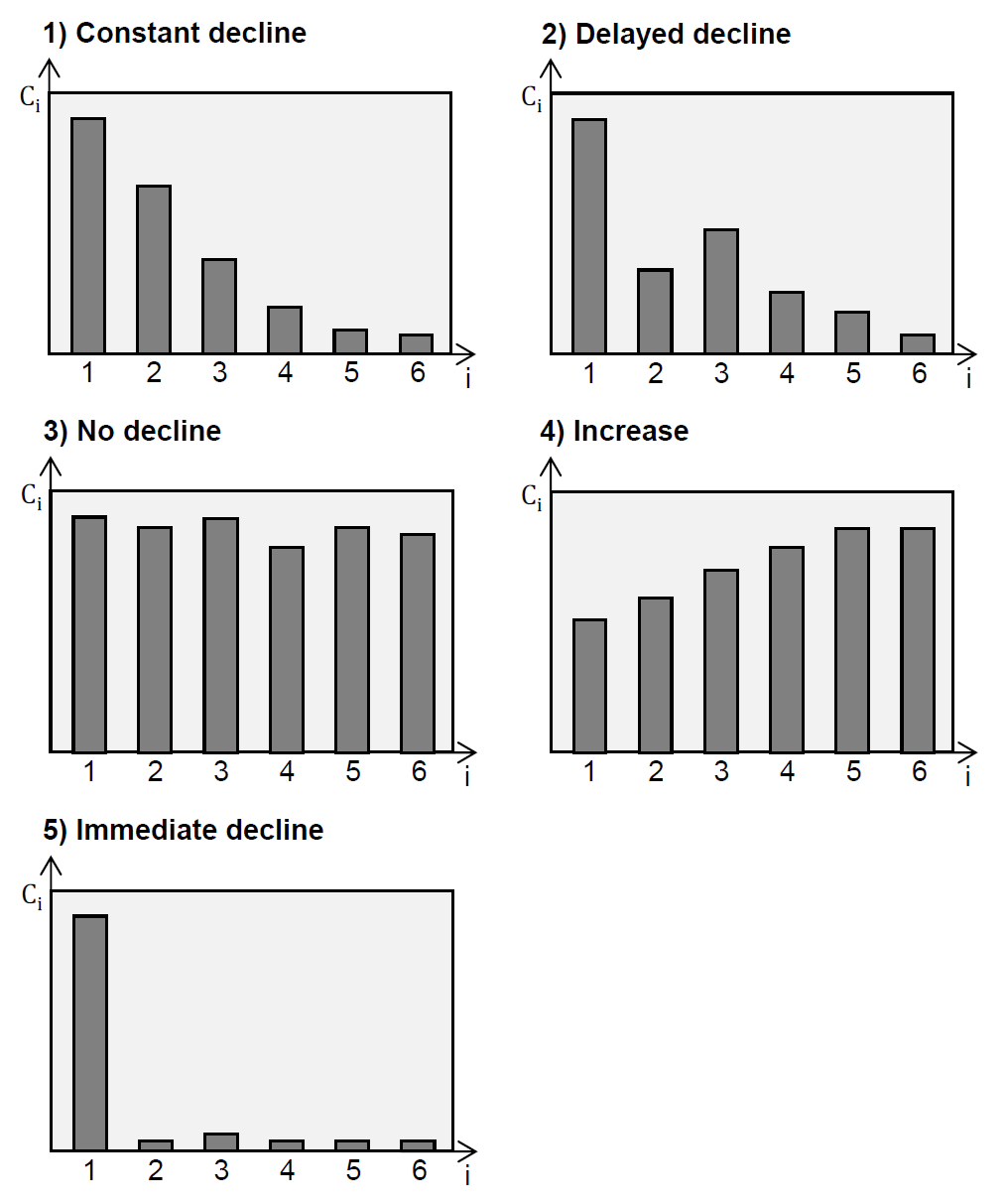
Single cleaning step
Causes and suggestions of different curve shapes
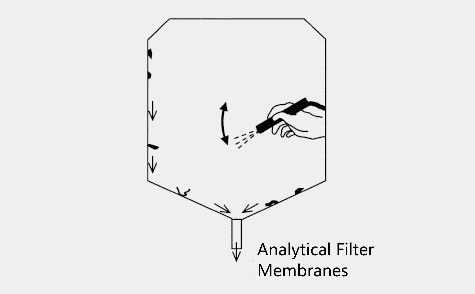
Cleaning method
First, spray wash
Suitable for most parts cleaning
Influence parameter
> Characteristics of cleaning solution
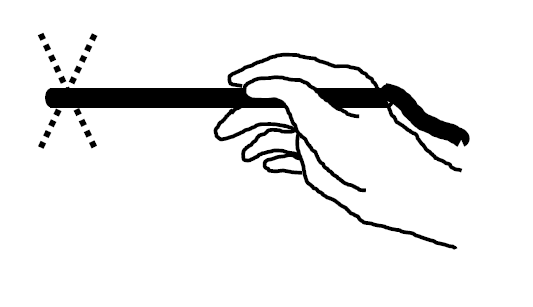
> Spray tool selection [Spray pen or spray gun]
> Geometry of the nozzle
> Spacing and Angle relative to the specimen
> Chronological order of sampling
>
Time per surface or feed
> Number of repetitions per unit area
Recommended startup parameter
| Argument | Recommended parameter |
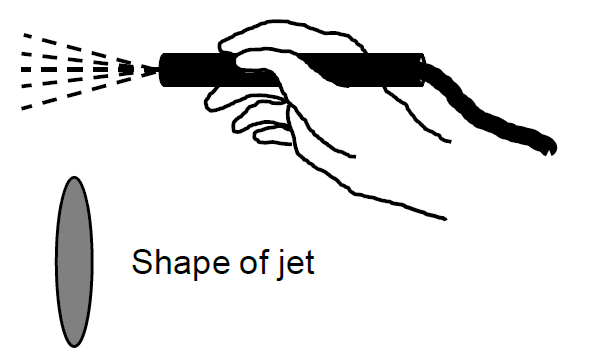
| Nozzle shape | Roundness |
| Nozzle diameter | 2.5mm |
| Flow rate | 1.5L/min |
| Spray distance | MAX.15cm |
| Spray wash volume/part surface area | 5ml/cm2 |
-
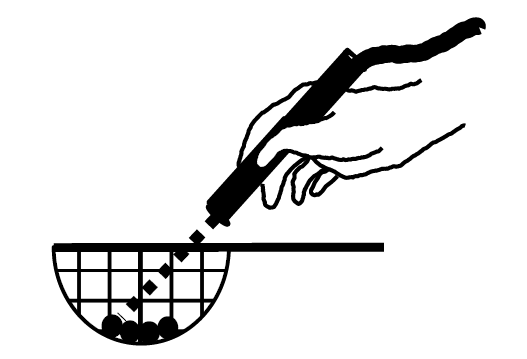
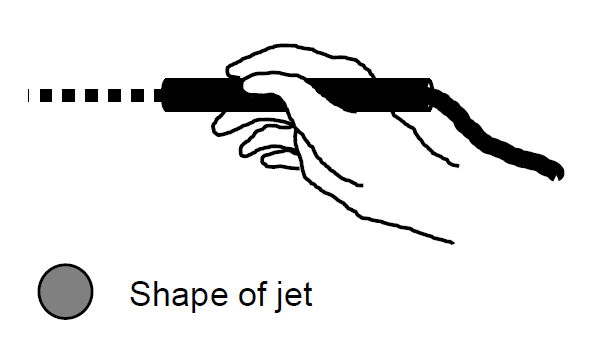 Circular nozzle for local cleaning
Circular nozzle for local cleaning -
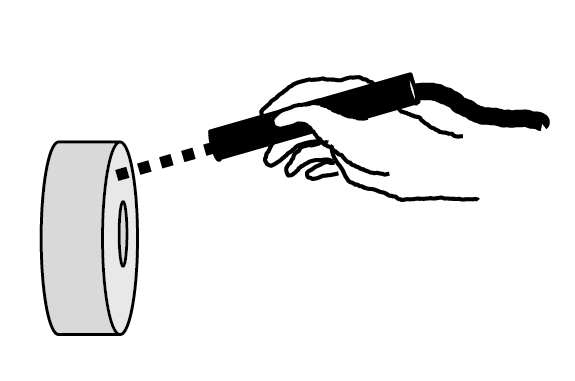
 Nozzle for deep hole cleaning
Nozzle for deep hole cleaning -
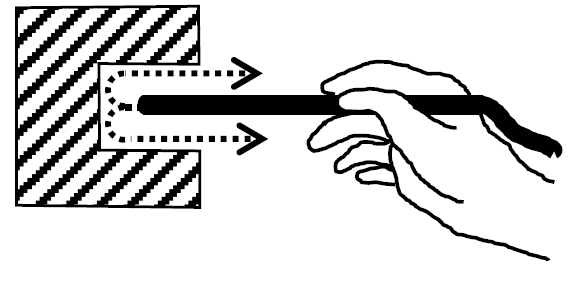
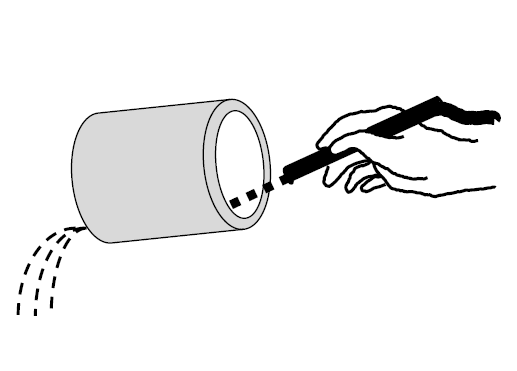
 Cleaning nozzle for the internal area of the part
Cleaning nozzle for the internal area of the part -
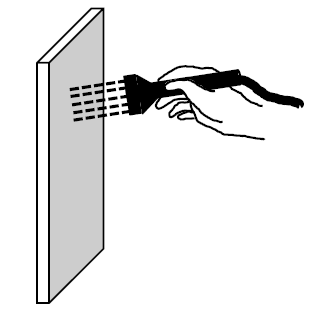
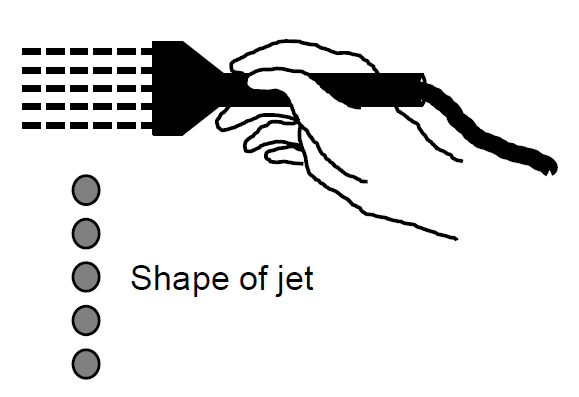 Parallel shot for large area cleaning
Parallel shot for large area cleaning -
 Flat nozzle for large area cleaning (beware of aerosol formation)
Flat nozzle for large area cleaning (beware of aerosol formation)
-
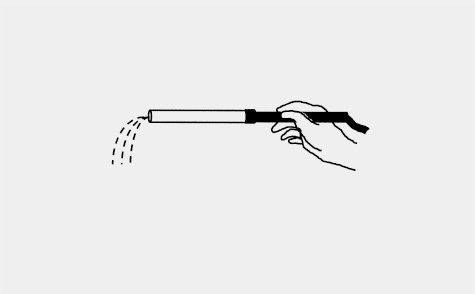
 Cleaning of individual parts
Cleaning of individual parts -
 Large area cleaning
Large area cleaning -
 Spray wash for small (bulk) items
Spray wash for small (bulk) items -
 Access to the internal parts of the spray wash
Access to the internal parts of the spray wash -
 Access to the internal parts of the spray wash
Access to the internal parts of the spray wash
ULTRASOUND
Ultrasonic
> Ultrasonic cleaning and particle extraction capabilities are based on the high pressure peaks generated by the bursting of cavitation bubbles.
> The higher the ultrasonic power and the lower the frequency, the stronger the physical cleaning ability.
> Cast iron (graphite shedding), cast aluminum surfaces, painted or coated surfaces and sintered materials are not applicable
Influence parameter
> Cleaning fluid characteristics and temperature
> Ultrasonic frequency
> Ultrasonic power density
> Ultrasonic oscillator on sink
> Align the part with the sound source
> Cleaning time
> Part movement
Recommended startup parameter
| Parameters | Recommended parameters |
| Ultrasonic frequency | 40KHZ |
| Power density | 10W/L |
| Time | 30-60S |
IRRIGATION/IRRIGATION
Rinse/douche
> The cleaning and extraction of impurities from the inner surface of the sample that can be rinsed through is called irrigation
> Effective particle separation a €" Turbulent non-laminar flow
> Pulse - Improves impurity separation efficiency
> Open loop and closed loop
>
Eddy current recommended value: Re > 4000
> Passive components such as pipes, hoses, conduits, filters or heat exchangers
> Active components that need to be turned on during perfusion
> Such as valves or injectors, or even active components such as pumps that need to be driven.
Operation example
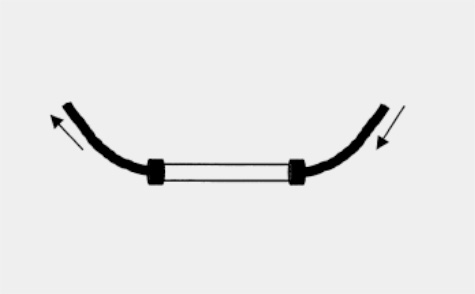 1 Flush in closed system (adaptors on both sides of pipe)
1 Flush in closed system (adaptors on both sides of pipe)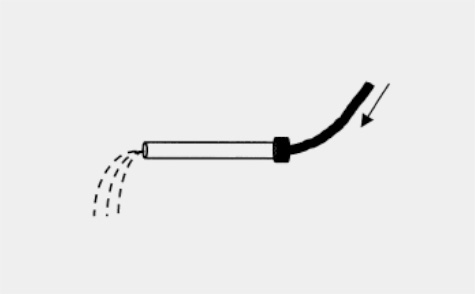 2 Flush through the adapter of the flushing line (no discharge pressure)
2 Flush through the adapter of the flushing line (no discharge pressure)-
 3 Rinse through the fitting joint of the spray washing tool (no discharge pressure)
3 Rinse through the fitting joint of the spray washing tool (no discharge pressure)
Application example
- Flushing of line
- Parts internal area flushing (e.g. oil holes)
- Flushing of parts (e.g. heat exchanger or filter housing)
SHAKING
Sway
> The internal geometry of the part is simple, no narrow cross section, and a small number of closed openings (part weight concern)
> The part filling of 30-40% should not be changed
> Secondary shaking
> Note that the test sample must be completely emptied
> Clean, abrasion-proof sealing plugs to seal part openings
AIR CLEANING: BLOWING
Air cleaning: Purge
Principle
> A relatively confined space
> Clean/pure compressed air supply
> The cleaning effect can be achieved through the pulse action of a clean, oil-free air beam
> The tools and methods used are similar to the liquid spray cleaning operation
> Air beam as efficient as possible
Procedure
-
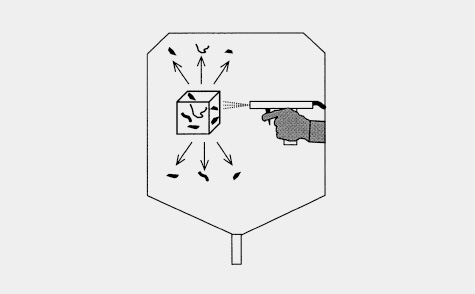 Step 1: Use compressed air to purge the sample and clean the particles
Step 1: Use compressed air to purge the sample and clean the particles -
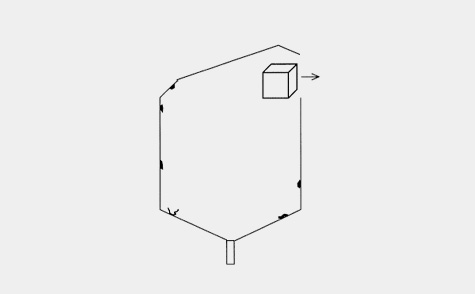 Step 2: Take out the sample
Step 2: Take out the sample -
 Step 3: Rinse the chamber without sample with liquid
Step 3: Rinse the chamber without sample with liquid
VACUUM SUCTION EXTRACTION
Vacuum extraction
>A new generation of particle extraction technology
> Portable
> Ease of operation
> Conforming to standard specifications
Scope of application
> Large parts: new energy battery tray, shell, wind power gear, etc
> Parts or raw materials that cannot be tested by the "wet method"
> For example: electronic components, cable wire, motor, mica sheet, etc
> Inspection of production links, such as: assembly shop parts rack, conveyor belt, workshop environment, etc
> Validation of the efficiency of clean operations (e.g. vacuuming) and clean areas in the production process
> Cleanliness inspection of production processes between separate assembly processes